Кузнечный завод КАМАЗ
Следующая наша остановка по стране «КАМАЗ» - это их Кузнечный завод. Он специализируется на изготовлении горяче-штамповых поковок-полуфабрикатов различных видов деталей грузовых и легковых автомобилей, сельхозтехники, прицепной техники и силовых агрегатов для их последующей механической обработки. Это, прежде всего, кулаки поворотные и разжимные, балки передних осей, коленчатые валы, ступицы и фланцы, шестерни, рычаги и т.д.

2. Директор Кузнечного завода Александр Калашников. Кроме теплой встречи пообещал, что совсем скоро и их завод будет не узнать. Кстати, саму экскурсию по своему хозяйству он нам провёл лично.

Весь Кузнечный завод располагается на территории 66,8 гектаров, а общая производственная площадь его составляет 139 тыс. кв. м. В состав завода входят пять корпусов, правда, из них корпус под №2 пока законсервирован. Производственная мощность предприятия составляет 197,8 тыс. тонн поковок в год. Поковка - это так называется заготовка, изготавливаемая на кузнечно-прессовом оборудовании методом свободной ковки. Перед нами их энергоцех.
3.

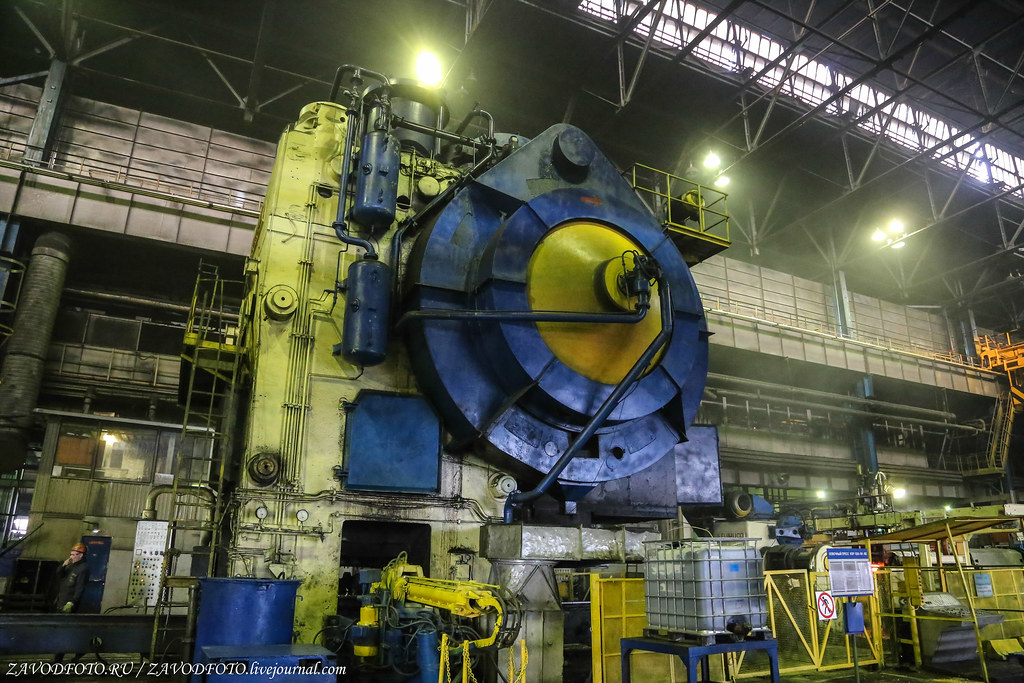
Что касается оборудования, то оно тут разное. Были замечены несколько универсальных ковочных линий на основе кривошипных горячештамповочных прессов с усилием разной мощности от 1000 тс. до 6 300 тс. фирмы «Smeral». Им компанию составляют автоматические линии горячей штамповки на основе мощных прессов «Oemuco» усилием 12 000 тс. Также здесь и с большим усердием трудятся Горизонтально-ковочные машины, сделанные фирмой «Hasenklever». Всего их девять штук с усилием 250, 500, 630, 800, 1250, 2000, 3150 тс. Есть ещё и Стан клиновой прокатки SP-5000. Надеюсь, не все секреты выдал :).
4.

5. Эй, ребята, откуда вы такие загорелые?

6. Вот, например, в самом разгаре происходит процесс поковки коленвалов.

Вроде бы с одной стороны ничего сложного, машины всё делают сами, где надо давят, потом катают по линии, где надо снова зажмут, автоматика и тут рулит, а в итоге из обычной болванки получается нужная деталь. Правда, немного человеческого внимания и этим трудягам хочется, вот сотрудники Кузнечного завода им и не отказывают.
7.

8. Раскаленный металл - завораживающее зрелище. Его тут нагревают до температуры порядка 1200 С. градусов.

9.
10.

Кстати, штамповка первого коленчатого вала на Кузнечном заводе состоялась 25 декабря 1976 года. Поковка была изготовлена на прессе с усилием в 12 тысяч тонн. Монтаж самого пресса, между прочим, был проведен в рекордные сроки, не за 12 месяцев, как планировали, а всего за три.
11.

12. Ежемесячно для производства автомобиля КАМАЗ Кузнечный завод штампует приблизительно 500 позиций поковок.

13. Большое спасибо всей пресс-службе ПАО «КАМАЗ» за организацию такой интересной и познавательной поездки! Продолжение следует...

Вся моя КАМАЗовская история:









Р. S. Уважаемые собственники и акционеры, представители пресс-служб компаний, отделы маркетинга и другие заинтересованные лица, если на Вашем предприятие есть, что показать - "Как это делается и почему именно так!", мы всегда рады принять участие. Не стесняйтесь, пишите нам сами akciirosta@yandex.ru и расскажите о себе, пригласив нас к ВАМ в гости. Берите пример с лидеров!
Уже более 300 предприятий открыли перед нами свои двери, а вот и мои репортажи оттуда:
Почему наша промышленность самая лучшая в мире: http://zavodfoto.livejournal.com/4701859.html
Мы всегда рады новым друзьям, добавляйтесь и читайте нас в:






А ещё прошу всех в гости: http://ok.ru/zavodfoto и https://www.facebook.com/groups/ZAVODFOTO/
2. Директор Кузнечного завода Александр Калашников. Кроме теплой встречи пообещал, что совсем скоро и их завод будет не узнать. Кстати, саму экскурсию по своему хозяйству он нам провёл лично.
Весь Кузнечный завод располагается на территории 66,8 гектаров, а общая производственная площадь его составляет 139 тыс. кв. м. В состав завода входят пять корпусов, правда, из них корпус под №2 пока законсервирован. Производственная мощность предприятия составляет 197,8 тыс. тонн поковок в год. Поковка - это так называется заготовка, изготавливаемая на кузнечно-прессовом оборудовании методом свободной ковки. Перед нами их энергоцех.
3.
Что касается оборудования, то оно тут разное. Были замечены несколько универсальных ковочных линий на основе кривошипных горячештамповочных прессов с усилием разной мощности от 1000 тс. до 6 300 тс. фирмы «Smeral». Им компанию составляют автоматические линии горячей штамповки на основе мощных прессов «Oemuco» усилием 12 000 тс. Также здесь и с большим усердием трудятся Горизонтально-ковочные машины, сделанные фирмой «Hasenklever». Всего их девять штук с усилием 250, 500, 630, 800, 1250, 2000, 3150 тс. Есть ещё и Стан клиновой прокатки SP-5000. Надеюсь, не все секреты выдал :).
4.
5. Эй, ребята, откуда вы такие загорелые?
6. Вот, например, в самом разгаре происходит процесс поковки коленвалов.
Вроде бы с одной стороны ничего сложного, машины всё делают сами, где надо давят, потом катают по линии, где надо снова зажмут, автоматика и тут рулит, а в итоге из обычной болванки получается нужная деталь. Правда, немного человеческого внимания и этим трудягам хочется, вот сотрудники Кузнечного завода им и не отказывают.
7.
8. Раскаленный металл - завораживающее зрелище. Его тут нагревают до температуры порядка 1200 С. градусов.
9.
10.
Кстати, штамповка первого коленчатого вала на Кузнечном заводе состоялась 25 декабря 1976 года. Поковка была изготовлена на прессе с усилием в 12 тысяч тонн. Монтаж самого пресса, между прочим, был проведен в рекордные сроки, не за 12 месяцев, как планировали, а всего за три.
11.
12. Ежемесячно для производства автомобиля КАМАЗ Кузнечный завод штампует приблизительно 500 позиций поковок.
13. Большое спасибо всей пресс-службе ПАО «КАМАЗ» за организацию такой интересной и познавательной поездки! Продолжение следует...
Вся моя КАМАЗовская история:
Р. S. Уважаемые собственники и акционеры, представители пресс-служб компаний, отделы маркетинга и другие заинтересованные лица, если на Вашем предприятие есть, что показать - "Как это делается и почему именно так!", мы всегда рады принять участие. Не стесняйтесь, пишите нам сами akciirosta@yandex.ru и расскажите о себе, пригласив нас к ВАМ в гости. Берите пример с лидеров!
Уже более 300 предприятий открыли перед нами свои двери, а вот и мои репортажи оттуда:
Почему наша промышленность самая лучшая в мире: http://zavodfoto.livejournal.com/4701859.html
Мы всегда рады новым друзьям, добавляйтесь и читайте нас в:
А ещё прошу всех в гости: http://ok.ru/zavodfoto и https://www.facebook.com/groups/ZAVODFOTO/